Page 1
THE WAY OF THINGS
g/12 A Well-Merited Honour. the land speed record was once more raised further from possible attacks by other countries, with…
g/12 A Well-Merited Honour. the land speed record was once more raised further from possible attacks by other countries, with…
CAMBRIDGE AT BRANCHES PARK. Varsity club's Successfu' 1 Speed Trials. events on the road are such a rarity in these…
k.umblings DonttERGEs A AST month I suggested that this season would see not a little competition in the 750 c.c.…
Riley Monaco "Special." Popular 1,1 10 c.c. Car of High Efficiency. HEN Mr. Leverett set the seal on the British…
A One-make Trial -Good Entry for M.G. Club Event M.G. Car Club, which is steadily increasing in membership, held its…
The Choice of a Road-Race Course. There is Much to be Done Before a 131.(1 Race is Run. time to…
MID -WINTER AT MONTLHERY. closely upon Campbell's feat at Daytona and the success of British cars in the Monte Carlo…
GREAT RACING MARQUES MORS 133, E. K. 11. KARSLAKE. all the great marques whose names have faded from the motoring…
Another Speedway for Great Ii ritain ? interesting scheme for the construction in the Isle of Man of an eight-mile…
TRYING A " SECOND-HANDER " 11.—A TWO-LITRE 1928 SPORTS FOUR SEATER LAGONDA W E have often heard people laying down…
MARCH, 1931 FOR THE AMATEUR The Owner's Worksho 1 * Nthe last article of this series there was a hint…
0.14J liett4 THE JUNIOR CAR CLUB. Sir Arthur Stanley was unanimously re-elected president of the Junior Car Club at the…
The Story of Streamlining. How Science and Design have Overcome Wind-Resistance in the Quest /Or Speed. the course of extensive…
all the names connected with motor racing since the beginning, that of Malcolm Campbell stands out as representing the triumph…
THE EVOLUTION OF THE INVICTA. The ,Storr o/ a Car's Advance to Fame. history of a sports car is a…
THE SPORTS INVICTA. CONVINCING TRIAL RUN OF THE ACTUAL MONTE CARLO WINNER. HEN Invicta cars came to the 1931 Show…
ITEMS OF INTER1-4,ST FROM VARIOUS SOURCES Diesel Car at Daytona. a private cable to Messrs. C. C. Wakefield & Co.…
Handicapping. Great Britain holds the World's speed records for land, air and water and I am not alone in believing…
The Starting of Outboard Engines. With reference to the comments. made by " P.M." in your February number under "Sport…
Those Push Bike Rear Lights. Your correspondent "Searchlight," of Birmingham, has acted for the public's good by urging that cyclists…
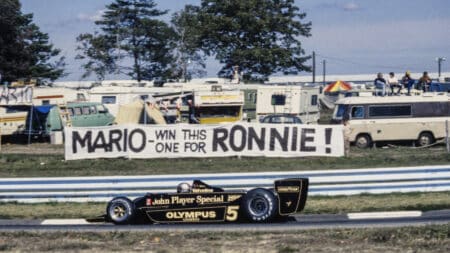
American racers Mario Andretti and Phil Hill have a lot of successes in common, but also share some terrible tragedies, as Matt Bishop recalls

And how much of a surprise can Haas spring? What did the season’s first day of running reveal? There was a confirmation of Merc’s pacesetter status but their advantage over…
This competition is now closed Here’s your chance to own a unique Motor Sport-themed copy of Maserati: The Family Silver worth £12,950 Fourteen years in the making, the two-volume Maserati: The Family Silver by…

Taken from the May 1999 issue of Motor Sport Forty years after he won his first World Championship, Sir Jack Brabham is showing no signs of slowing down. He is…
